How To Press Form A Hole Collar In Sheet Metal

Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife
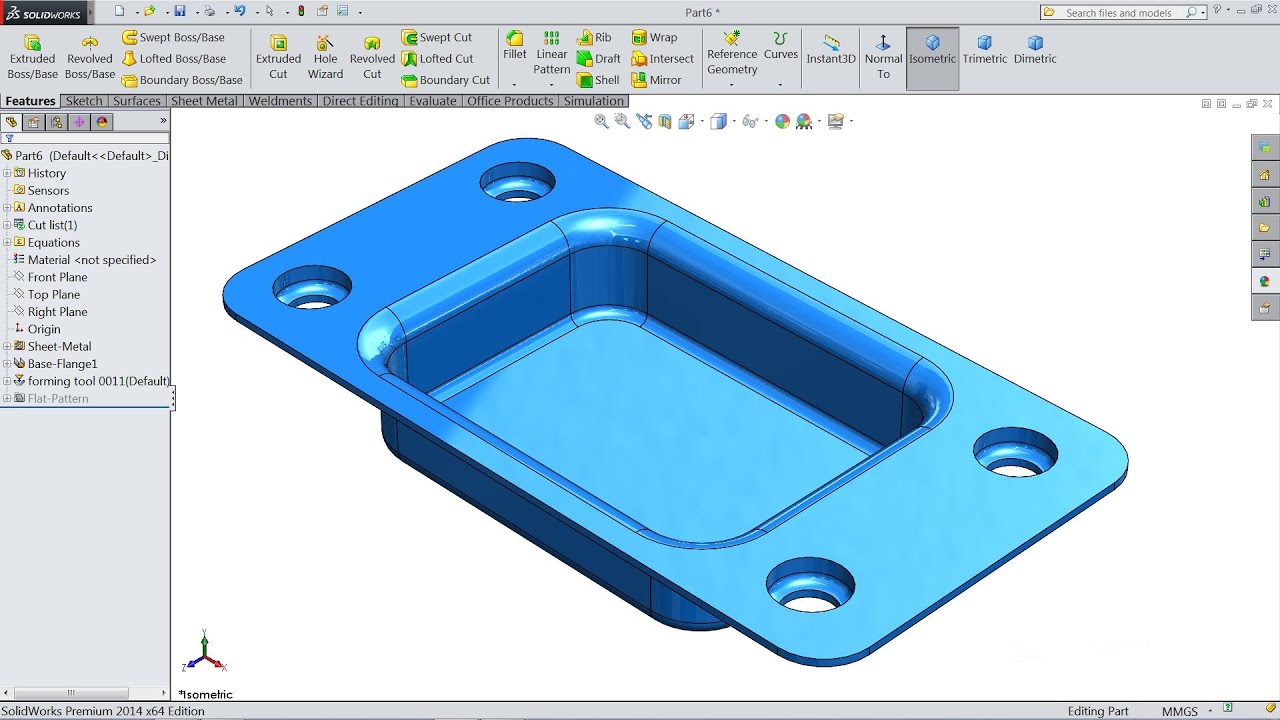
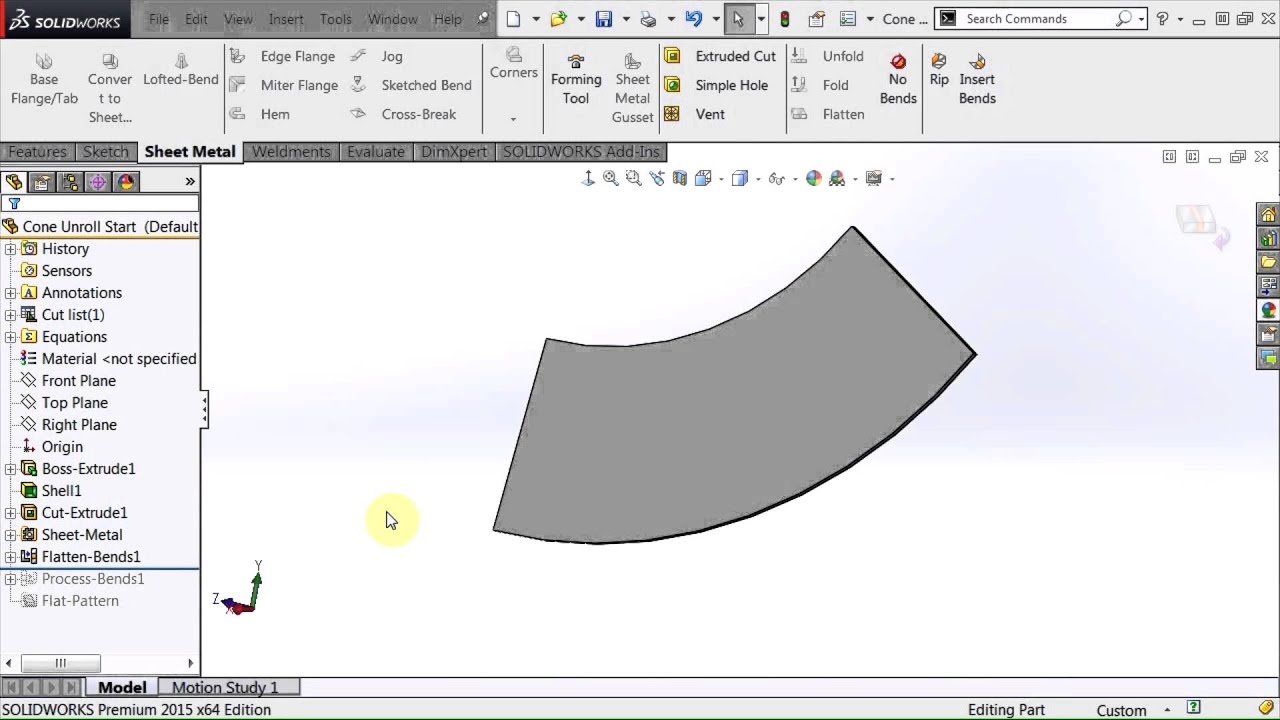
Solidworks Sheet Metal Tutorial Forming Tool Youtube
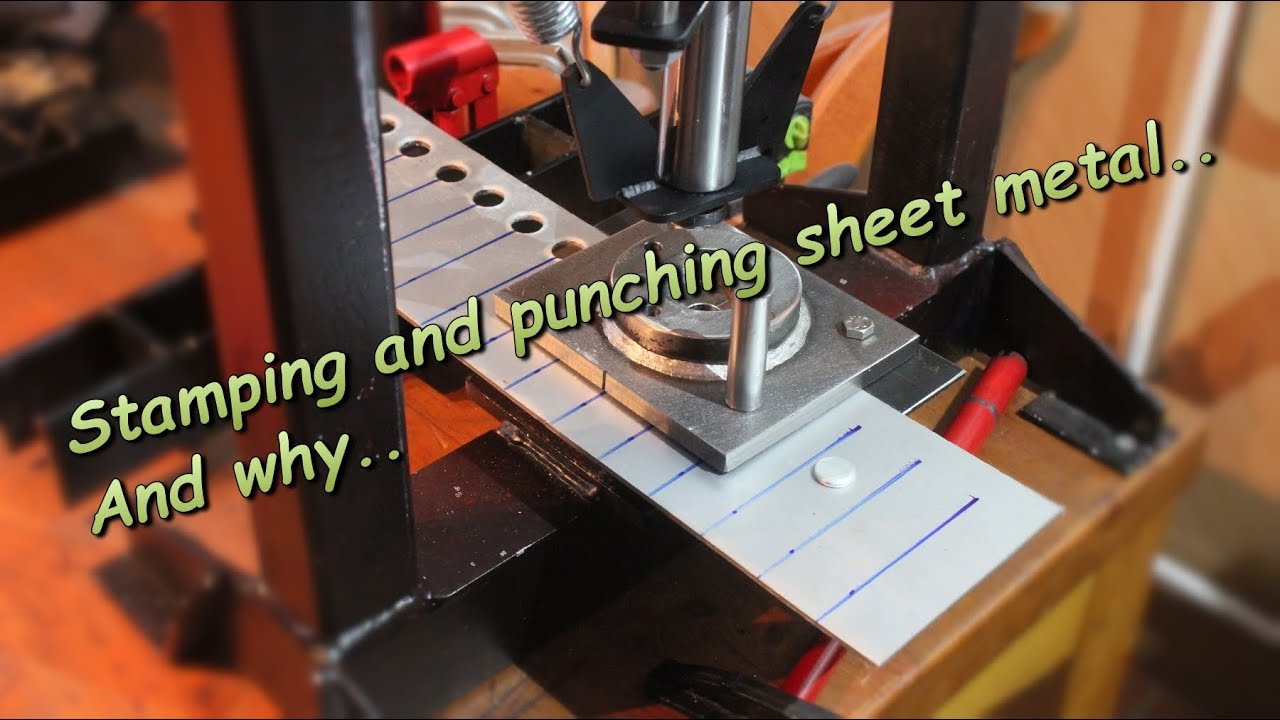
Sheet Metal Hole Punch Stamping Tool Youtube
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Press Brake Tooling Information On Globalspec Press Brake Tooling Sheet Metal Work Press Brake

3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

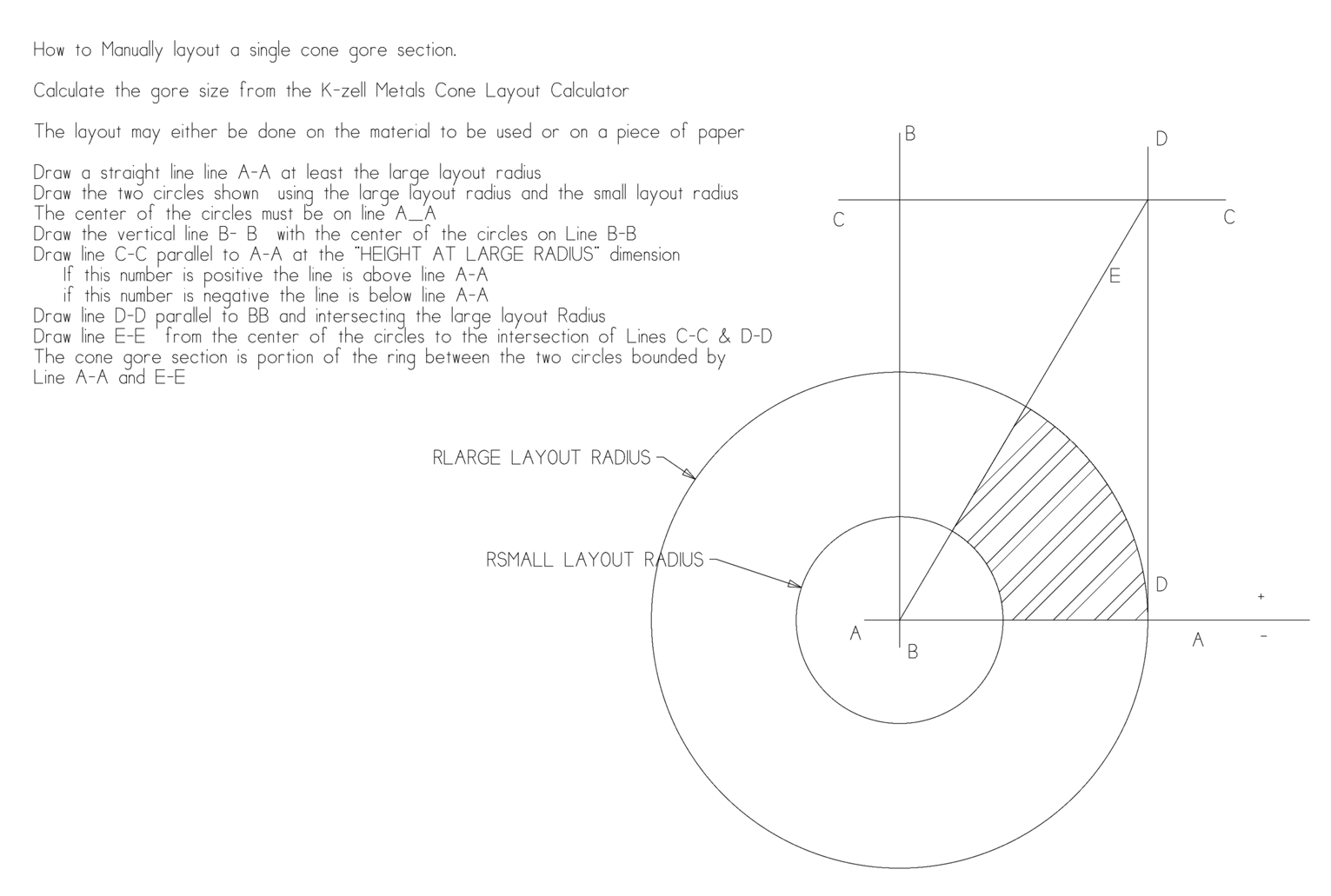
View the cone instructions below to learn how to manually layout the flat pattern for a truncated cone in single or multiple gore sections.
How to press form a hole collar in sheet metal. With one easy step you can flare an existing hole in sheet metal panels for improved strength and appearance. Place your sheet metal on your steel block and position your centre punch at a central point in your cut out design. Https amzn to 2kstzae sheet metal hammer. This is especially relevant for press fit assembly a process whereby one part is inserted tightly into a hole in another part with a single quick stroke 1 to 2 seconds.
Extruded holes are formed up or down to create a formed collar on one side of the material figure 9 commonly tapped as well also on the punch press extruded holes are used with thread cutting screws or other fasteners or they are used as locators for other press fit applications. Design engineers use many formulas to estimate the required force and related pressures and stresses for each press fit application. Place the sheet metal in the correct position on the positive die and slide the negative on top. It s like a little metal sandwich.
Https amzn to 2ndf97w the best tin aviation snips. Lance and form assemblies can be any size and shape and forming them generally requires less press power than punching a hole of the same size. Tap your hammer to leave an indentation on the sheet metal. In manufacturing ironclad formulas for success are hard to come by.
Https amzn to 2mkd0sj large screw driver. Dear you all today i would like to introduce how to make sheet metal pressing tool. Using these tools the punch press lances cuts the material and creates a form. Depending on the tools you have you ll now need to punch or drill a hole where the indentation has been made to produce an accurate hole in your sheet metal.
Bench pressor by simply placing the two halves of the die on either side of the properly sized hole drawing the tool together with a standard wrench. 16 gauge steel is the maximum thickness. Pump arm of hydraulic jack to advance lower platen which rests on the head screw of the jack to press the die and metal padded with flexane against upper platen as far as it will advance. It allows you to determine either the size of raw material needed or the number of gore sections to fit on your available material.
They work great in our mittler bros. This action will force the flexane a rubber or urethane compound to push the sheet metal into the die. Sheet metal cone calculator.

Press Brake Plans For 20 Ton Harbor Freight Press Press Brake Sheet Metal Brake Metal Bending Tools

Build A Small Press Bending Brake Plans Metal Working Metal Bending Tools Sheet Metal

How To Make A Cone On A Press Brake Metal Working Press Brake Sheet Metal

I Learned How To Accurately Mark And Bend Sheet Metal Ferramentas Garagem Serralheria

How To Use A Sheet Metal Brake Machine

Example Bend Sequence On The Press Brake Controller Cnc Sheetmetal International Press Brake Sheet Metal Work Cnc

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqz Yx1wkx Auaignplmw Hakcwm 3enxobq Usqp Cau

Sheet Metal Stamping 101 Part Iii

Buy Amada Punch Press Tooling Die Mould For Press Brake In China On Alibaba Com Metal Bending Tools Sheet Metal Tools Metal Fabrication Tools

10 Technological Process Of Sheet Metal Fabrication Machinemfg

Die Science Splitting Or Cracking

Pin On Taps

Epingle Par Aglaglalesjetons Sur Plans Tours A Bois Tours Bois

L Shaped Sheet Metal Mounts Symmetrically Placed Misumi Misumi Misumi

Jic Fitting Size Drawing Chart Sae J514 Chart Sae Fittings

Masters Of Metal 551st Mechanics Mold Sheets Of Steel Tinker Air Force Base Display

Self Clinching Fasteners Products Cmts Sheetmetal Machines

How To Make A Cone And Cone Calculator Cone Calculator Metal Working Sheet Metal Fabrication
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctq81ootmhxnlr3lvpfm7d7xlzrlghmeu Tjjk6rosfowmtol6w Usqp Cau

Tapping Fixture By Granthams Homemade Tapping Fixture Constructed From A Surplus Drill Press Body One Handwheel Is At Drill Press Homemade Tools Metal Shop

5 966 Lượt Thich 14 Binh Luận Engineering Home Engineeringhome Tren Instagram Making Collars Follow Us For More Engineeringhom Trong 2020 Instagram Va Dụng Cụ

Pin On Machining

Brufsupbane S Image Machine Shop Projects Metal Lathe Machinist Tools

S Locks Drives Sheet Metal

Your Place To Buy And Sell All Things Handmade Wool Plaid Vintage Steam Press

Check Out These Hammer Forming Skills That You Can Use To Custom Shape Metal At Home Metal Shaping Metal Workshop Metal Working Tools
Ball Plunger Screw Metric Set Screws Ball Bearing Stainless Steel Set Screws

Handles Bent Sheet Metal Misumi Misumi Misumi

Vinca Scls 2412 Carpenter L Square 12 Inch X 24 Inch Meas Https Www Amazon Com Dp B01m23vh85 Ref Cm Sw R Pi Dp X Ml71zbgy3 Square Tool Vinca Square Frames

Pin By Ray On Jic Jis Bsp Din Iso Sae Hydraulic Fittings Drawing Size Chart Metric Thread Size Chart Metric

Pin By Ray On Jic Jis Bsp Din Iso Sae Hydraulic Fittings Drawing Size Chart Table Dimensions Size Chart Drill

Craftsman King Seeley Table Top Drill Press Antique Tools Woodworking Power Tools Old Tools

How To Achieve Perfect Welds On Sheet Metal Manual Perfect Panel Preptool From Eastwood Youtube

Sheet Metal Joints Google Search Sheet Metal Sheet Metal Work Sheet Metal Fabrication

Home Injection Molding Diy Molding Injection Moulding Plastic Injection Moulding Machine
Cone Calculator Sheet Metal Flat Layout Formula K Zell Metals

2 Different Knockout Tools Upformed In Mild Steel On A Trumpf 3000r Cnc Punch Press Cnc Punching Mild Ste Steel Sheet Metal Mild Steel Sheet Sheet Metal Work

Know How Notes How To Cut Sheet Metal Napa Know How Blog

Pillow Blocks Sheet Metal Housing Side Mount Misumi Misumi

Sheet Metal Box 11 Steps With Pictures Instructables

How To Forge Copper Bowls On A Dishing Stump Forming Copper For Blacksmiths Youtube Sheet Metal Crafts Metal Art Welded Copper Diy

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcshv1k4i5ubwsaiujknznsmd Qvwjy1rwsmia Usqp Cau